Temperature control in the system is handled by the CTSC-200 series 8-channel thermocouple module, specifically the CTSC 231-7TF32. This intelligent controller uses a PID algorithm to adjust the parameters of the 231-7TF32 module, allowing precise heating or cooling of the target temperature zone while continuously feeding back real-time temperature data to the CPU.

Hollow Blow Molding Machine
Process Overview and Control Principle
1. The Process:
1) Plastic Extrusion
The raw plastic material is heated and melted, then mixed into a uniform fluid and extruded through the die at a controlled pressure and flow rate.
2) Parison Formation
The molten plastic is shaped into a parison using gravity and extrusion pressure, forming the basic structure for the final product.
3) Parison Blowing
Once the parison reaches the desired length, it is placed into the mold. The mold’s cutting edge trims the parison, and compressed air is introduced to inflate it, ensuring contact between the parison and the mold surface.
4) Cooling
After inflation, the mold maintains internal pressure while the product cools and solidifies.
5) Product Ejection
The final step involves releasing the finished product from the mold.
The formation and blowing of the parison are the core stages of the process. Precise wall thickness control of the preform plays a critical role in enhancing product quality and reducing material waste.
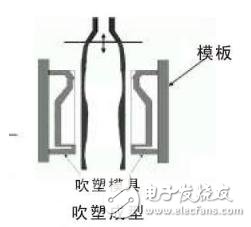
2. Blow Molding Principle
One major challenge in extrusion blow molding is achieving uniform wall thickness, especially for large or complex products. Due to the weight of the parison, thinning or necking can occur during the process. To ensure product quality, the parison must be made with sufficient thickness in certain areas. Therefore, controlling the wall thickness of the parison is a key factor in determining the final product’s quality. By precisely managing the thickness variation, the wall thickness becomes more even, leading to better performance and reduced material consumption.
Second, PLC Control Program

(1) The system uses the CTSC-200 PLC for motion control and includes a 50-point wall thickness control feature.
(2) Temperature is measured using industrial armored thermocouples. The CTSC-200 series 8-channel thermocouple module, CTSC 231-7TF32, handles temperature regulation. With an integrated PID algorithm, this module can heat or cool specific zones and send real-time temperature data to the CPU.
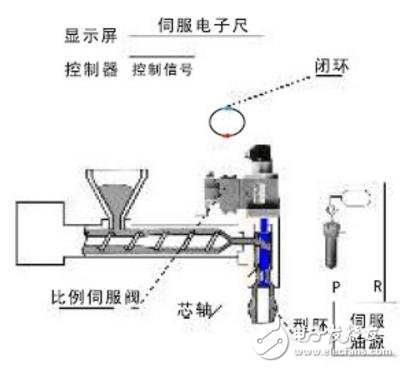
(3) For wall thickness control, the 231-7HC32 high-speed input module collects feedback signals from the electronic scale, which measures the parison's length and core gap. These signals are then used to control the 4-channel analog output module, 232-0HF32, to drive the servo valve.
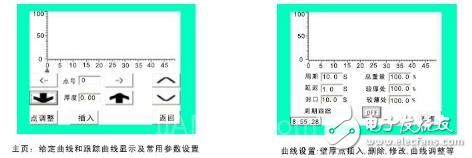
(4) A touch screen interface allows users to set, modify, and monitor various process parameters such as parison temperature, extrusion pressure, wall thickness, and cooling time. The menu-driven program ensures easy and reliable operation.
The temperature control system consists of thermocouples, electric heaters, and fans. It uses both analog and digital outputs, supports single-directional control, and achieves a precision of ±1°C. The wall thickness control system includes an electro-hydraulic servo valve, an actuator, and an electronic scale for position feedback. Wall thickness is set digitally, and the 50-point wall thickness control is configured via the operation panel. The Y-axis of the wall thickness curve represents thickness, while the X-axis shows the number of points.

Third, Main Interface
ã€System Features】
1. The CTS7 231-7HC32 high-speed analog acquisition module offers 16-bit precision, making it fully capable of capturing electronic scale signals.
2. The system provides excellent cost-performance, enabling small-scale machines to achieve the control capabilities of medium-sized systems, significantly lowering overall costs.
3. The temperature acquisition module employs isolation technology, offering stronger resistance to interference.
4. The temperature module integrates an intelligent PID control algorithm, simplifying programming and improving temperature control accuracy.
Fourth, Summary
Currently, many large-scale blow molding machine users rely on competitive bidding to purchase equipment, which puts pressure on suppliers to deliver high-performance solutions at lower costs. Among these requirements, "high performance" primarily refers to accurate wall thickness control. However, adding advanced wall thickness controllers can significantly increase costs. The CO-TRUST PLC offers a complete solution for blow molding machine control, including wall thickness management. Its stable performance, cost-effectiveness, and comprehensive support have earned the trust of customers across the industry.
Terminal Wires,Black Tinned Copper Terminal Wires,Bare Copper Terminal Wires,Tinned Copper Terminal Wires
Dongguan ZhiChuangXing Electronics Co., LTD , https://www.zcxelectronics.com